Conveying for bulk materials
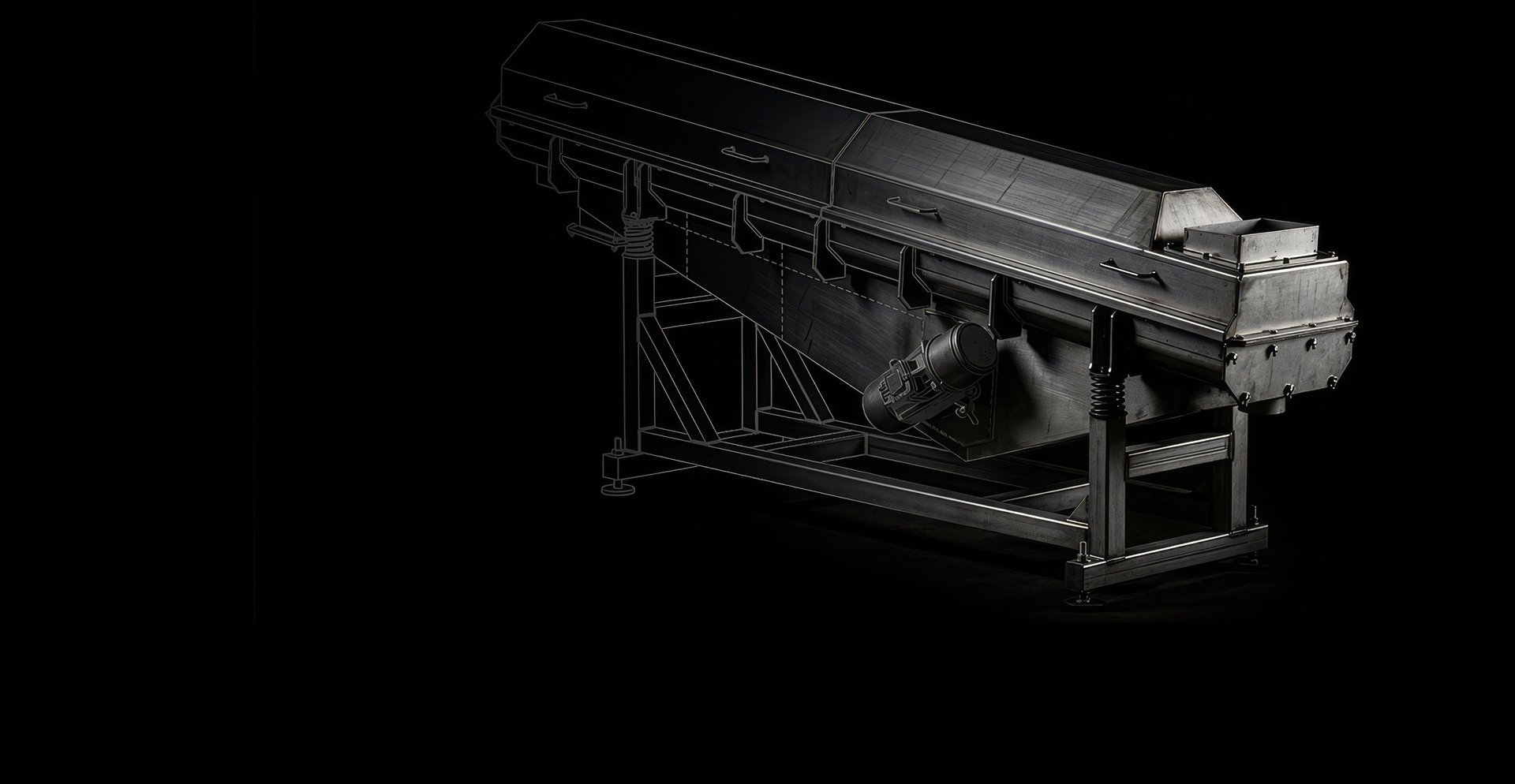
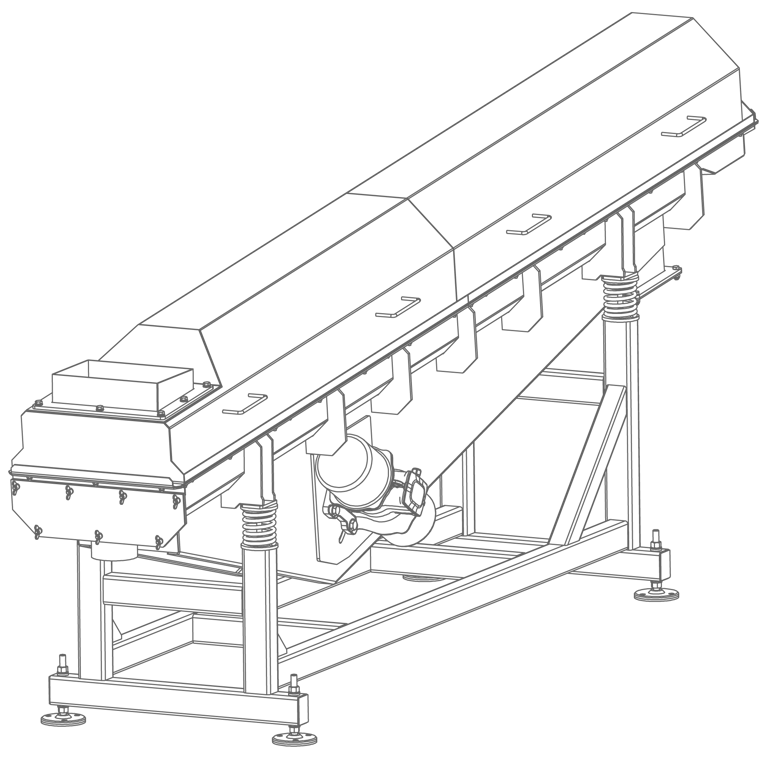
Vibratory conveyors are used in many industries for transporting bulk, non-sticky materials. The main components of a vibratory conveyor are: a transport tube or trough, elastic elements, and a vibration motor. Since there are no rotating parts, the material is conveyed gently, eliminating the risk of deformation or changes in material properties due to friction. These conveyors are suitable for transporting abrasive, explosive, chemically aggressive, or high-temperature materials that are not compatible with other conveying methods.


Operating principle
The material is conveyed along the tube by means of micro-movements, which are generated by eccentric or magnetic vibration motors. These motors operate with specific calculated parameters such as frequency, amplitude, power, and installation angle relative to the conveying tube.
Main advantages of vibratory conveyors
Minimal wear of conveyor components, even when transporting highly abrasive materials
Ability to combine the conveying process with material screening, heating, cooling, or other technological operations
No material loss during transport
High reliability
Low noise level
Simple construction that is easy to maintain and clean
Low operating costs
Sealed design (material transfer pipes are connected using hermetically sealed rubber hoses)
Compactness (the vibration motor can be mounted either above or below the conveying tube)
Contacts
UAB "Mantika Engineering"
5 Jūžintų st., LT42164 Rokiškis
Monday–Friday: 8:00-17:00
Tel.:+370 458 33885
Email: info@mantika.lt
Our company
About us
Contact
FAQ
Inquiry form
Approved by
European conformity
Oil & feed technologies
Complex oilseed processing
Feed extrusion & production of feed mixtures
Vegetable oil processing